





分體機組其實是屬于一款將寬幅的帶鋼材料按照規格要求分切成窄條的機、電、液、一體化設備,用于將帶鋼剪切成所需的寬度規格。分條機組電氣系統,主要是控制本機組的各個電動機,液壓系統和氣路系統。整個電氣系統以PLC可編程控制器為核心,配以直觀的人機界面和,的S120變頻調速系統及其它交流傳動控制和各種檢測傳感器。
首先我們簡單了解一下目前分條機組的主要應用情況。在利用該設備進行縱向剪切的過程中,其具有明顯的優勢,包括操作方便,切割質量高、材料利用率高、切割速度無級調速等優勢,該設備其實主要是由開卷(放卷)、引料定位、分條縱剪、卷取(收卷)等組成。
結合實際的生產情況來分析,分條機組的主要生產工藝流程可以概括為:備卷→上卷→開卷→鏟頭、直頭→夾送、矯平→對中(雙排立輥)→剪切頭尾(橫切)→對中(雙排立輥)→縱剪(圓盤剪)→活套→鋼帶分離及張力控制 →廢邊卷取→卷取→卸卷→收集。
那么,在分條機組中,電氣系統主要起到了什么樣的作用呢?事實上,電氣系統使用于操作和控制整個縱剪機組的各單機設備,屬非標設計電氣控制系統。控制范圍很廣,比如上卷小車及卸卷小車等。電控系統由 PLC 自動控制系統、交流調速控制系統、數字顯示系統組成。系統設計和元件選用符合IS9001和CCC標準。
除此之外,在分條機組運行過程中,工作人員可以通過調整其電氣系統中所設有的速度參量自動均衡調節、手動連續可調功能進行調節。同時在分條機組中,其電氣系統同時設有板速自動檢測及自動顯示系統。系統配備的交流變頻裝置設置有輸入電抗器,以降低對電源網側的污染。
8.直壓式張力阻尼結構采用彈性佳、磨阻系數高的羊毛氈為面料,確保設備生產時的運行順暢;此外,另配有壓力平衡裝置,使受壓面雙側壓力均衡。
9.分隔壓料機構采用液壓可調試背壓組合,以穩定壓力,隨卷徑增大而自動上升,并始終有效壓住鋼卷。
10.成品收卷的自我張力設計,能提高成品收卷的緊密度。














從目前的發展來看,人們對于金屬帶材裁切的精密度要求越來越高,并且愿意為此承擔較高的加工費用。因而這也就意味著未來對于分條機設備以及刀具的性能要求更加嚴格。以冷板為例,在利用分條機進行裁切的過程中,不同厚度的板材在剪切加工時所需要的成本不同。
事實上,作為鋼材加工配送中心,利用的分條機設備加工出來的帶材不僅能夠滿足用戶對質量的要求,同時也會給企業自身帶來可觀的經濟效益。 接下來我們就結合以往多年的生產經驗來和大家分析一下關于影響設備加工質量的諸多因素。
首先要簡單了解一下分條機設備剪斷加工方面的基礎知識。大家應當知道,其實綜合剪斷加工的過程來分析的話,可以根據材料被加工過程的變化,主要將其劃分為4個階段,同時被加工材的斷面主要是由4個部分構成。
其次來了解一下關于薄鋼帶分條機設備刀具裝配形式。事實上,刀具的正確裝配是有效發揮刀片性能的重要因素。縱剪分條圓盤刀具組合有多種方式,在實際生產中可以根據實際需要進行選擇。選擇適合的刀具不僅可以使得剪切在平衡、穩定的狀態下進行。而且可以使鋼帶左右兩邊剪斷方向一致,可避免剪切后薄鋼帶扭曲。
較后還要注意關于分條機設備刀片間隙的設定。結合生產經驗來分析,其實刀片的間隙和被剪切材料的厚度,強度有著非常密切的關系。其實在進行剪切的過程中,分條機設備的刀具并不是完全的將被剪材料剪斷,而是部分被剪斷,另外一部分是被拉斷,這樣可以保持較好的剪切質量。






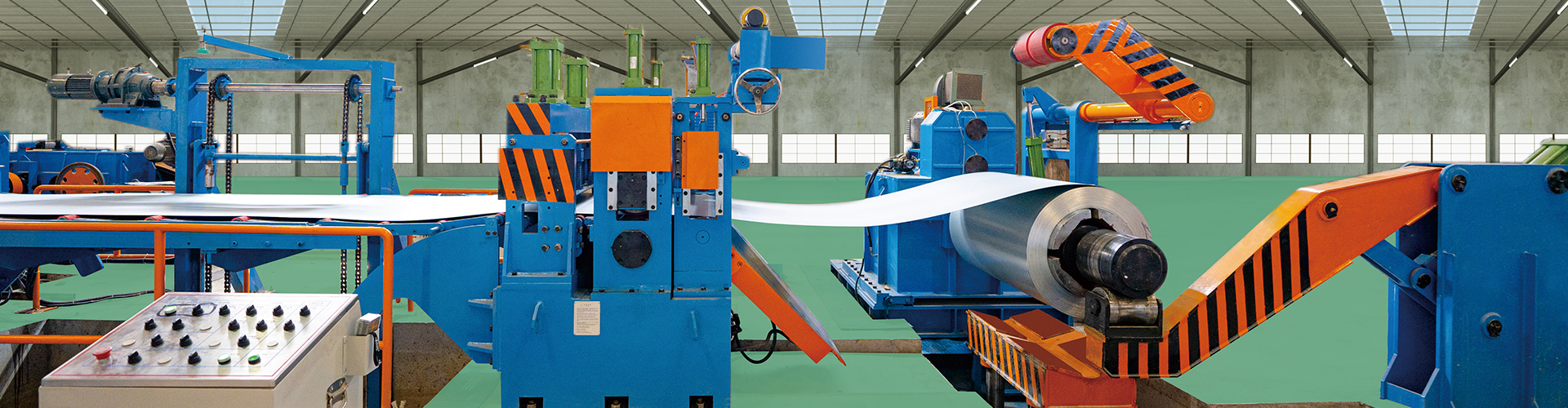
金屬分條機結構:由開卷(放卷)、引料定位、分條縱剪、卷取(收卷)等組成的設備。其主要功能是將寬卷材料設長度方向剪切成窄的一定尺寸卷材,為日后其它加工工序做好準備。膠帶分條機,開卷機,收卷機的伸縮液壓缸采用一體化設計,故障率低。
多功能分條機組采用可編程設計,根據板的性質自動切換生產線的工作方式,可以明顯提高生產效率,減少膠帶分條機的維修頻率。

掃一掃手機網站



 在線客服
在線客服 13702918602
13702918602 540688421@qq.com
540688421@qq.com