





事實上,通過對分條機設備生產中所產生的缺陷進行分析,有助于更好的對縱剪設備采取優化完善的措施。這樣一來,將能夠改善分條機設備的性能,從而消除了縱剪的缺陷,提高了剪切后帶鋼的質量。
結合目前相關行業的發展來看,對于分條機設備的性能要求越來越高。比如鋼管、輕工、汽車、建筑、機械等行業的發展,越來越多的帶鋼派上用場。那么在進行剪切的過程中,帶鋼可能會出現哪些不同的缺陷呢?這些缺陷不僅影響了產品的成材率和合格率,而且降低了企業的經濟效益。接下來我們就針對幾種常見的缺陷問題進行分析,希望能夠有所幫助。
首先,在分條機進行縱剪的過程中,比較常見的一個問題就是產品表面出現有毛刺。這可能是由于圓盤剪刃徑向吃刀深度過小或軸向間隙大所造成的,也可能是由于長時間使用,剪刃發生了嚴重的磨損,應及時刃磨或者更換。此外還可能是由于運行帶鋼偏離中心線兩邊拉力不等所造成的毛刺較多的問題。
其次在生產過程中,還可能會發現在帶鋼的剪切表面出現有浪邊,這種情況很可能是由于分條機在分切過程中,開卷機、圓盤剪、卷取機三點偏離中心所造成的,或者是垂直軸線的剪刃面平均間隙大小不均瓢曲嚴重造成,也或者是由于原料帶鋼浪形嚴重。
除此之外,很多用戶還面臨著產品表面切口質量差的情況。之所以出現這樣的問題,主要是由于分條機水平間隙和垂直間隙設定不當。事實上,水平間隙和垂直間隙時保證切口質量的之間條件,要依據材料抗拉強度、延展性、硬度以及熱處理狀態選定合適的水平間隙和垂直間隙。





















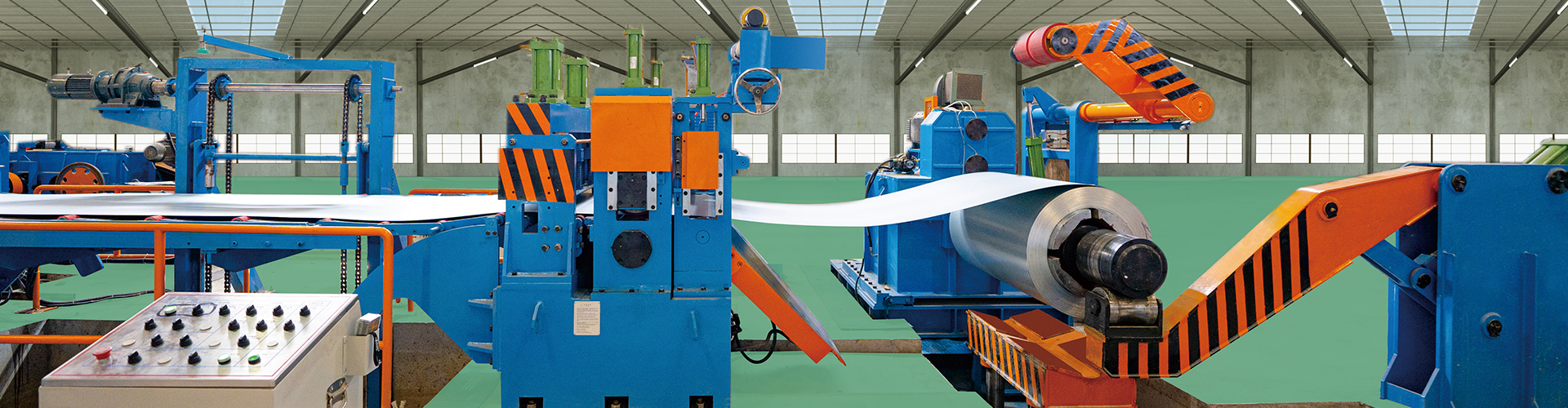
鋁板縱剪機縱橫剪自動生產線是目前制造類企業中廣泛使用的設備,適用于家用電器、汽車、集裝箱、造船等金屬板料加工行業。為了使生產線具有較高的自動化水平,能夠更好的滿足板料加工的需求,開發研制了的控制系統。
鋁板縱剪機廠家佛山泓眾機械有限公司本生產線由上料小車、開卷機、校平機、擺橋、送料機、縱剪機、廢邊卷取機、橫剪機、輸送帶、排料架、堆垛臺等部分組成,能夠完成對金屬卷料的開卷、校平、送料、剪切(包括橫剪、縱剪)以及堆垛等操作。其控制系統由PLC、觸摸屏、變頻器以及交流伺服等組成,可實現高可靠性、率和的控制。鋁板縱剪機廠家佛山泓眾機械有限公司選用三菱FX2N系列PLC作為控制器,使用歐姆龍變頻器3G3RV驅動校平機來校平板料,選用倫茨的伺服驅動器EVS9327-EP驅動送料機實現精度送料,使用威綸的觸摸屏MT510作為人機界面進行參數設定及生產過程監控。控制系統設置了普通、單動和聯動三種工作方式。普通、單動方式用于設備調試及聯動前的各項準備操作,一切正常后可轉于聯動方式,從而實現生產線的全自動運行。系統設計時,從硬件、軟件上采取各種安全措施,充分保證人機安全。控制系統自投入使用以來運行平穩,實踐證明,該系統操作簡便,性能可靠,準確性高,精度可達1米±0.1毫米,完全滿足生產工藝的要求,提高了生產效率和經濟效益。
鋁板縱剪機廠家佛山泓眾機械有限公司是對金屬卷板進行開卷、校平、剪切、垛料打包的板材加工生產線設備,由上料車、開卷機、引料機、粗校機、飛邊機、測量裝置、橫剪機、縱剪機、精校機、垛料機、夾送輥道和活套裝置等組成。




掃一掃手機網站



 在線客服
在線客服 13702918602
13702918602 540688421@qq.com
540688421@qq.com