





在利用分條機對一些薄板材料進行剪切的過程中,由于很多因素的影響,因而可能會導致產品加工出現一些異常的問題。接下來,我們就針對這些問題來為大家進行簡單的介紹,希望能夠幫助大家更好的使用分條機設備,提高產品質量。
在實際生產中,由于某些因素影響,可能會導致分條機設備所剪切的鋼卷形狀出現一些異常,比如塌卷。比如在剪切分條后,鋼卷自卷筒取出時鋼卷崩塌呈橢圓形,之所以會出現這樣的情況,其主要原因是由于卷取時張力不足所引起,或者是由于鋼帶表面有防銹油,層與層之間無法形成足夠的磨擦力。
另外一種異常的情況就是鋼卷邊緣度不理想。事實上,在分條機設備運行中,出現這種情況的原因包括很多方面:首先,可能是由于張力不良而產生收料不齊開始卷取時張力較弱,而卷取終了前張力較強時較易發生。提高開始卷取時的張力,并降低終了時的張力可防止此一現象的發生。
第二個原因可能是由于在卷曲過程中,由于張力大小不一,因而導致收卷不齊。鋼帶頭端切斷時,直角度不良或鉗口咬入鋼帶頭部時直角度不佳,因而產生張力不均勻。在卷取卷筒上,鋼卷卷一圈后,先確認分條帶是否緊密貼于卷筒表面,然后再開始操作。第三個原因則可能是由于分條機設備活套坑內鋼帶左右晃動產生收料不齊。
除此之外,對于這種情況,還可能是由于分條機設備剪切時出現了較多的毛刺,因而導致收料不齊。對窄鋼帶由于剪切毛刺較大或兩邊毛刺不一致而產生。將雙面毛刺向上的鋼帶在活套坑內翻面,使毛刺向下,可有效防止這種情況。


















從目前的發展來看,人們對于金屬帶材裁切的精密度要求越來越高,并且愿意為此承擔較高的加工費用。因而這也就意味著未來對于分條機設備以及刀具的性能要求更加嚴格。以冷板為例,在利用分條機進行裁切的過程中,不同厚度的板材在剪切加工時所需要的成本不同。
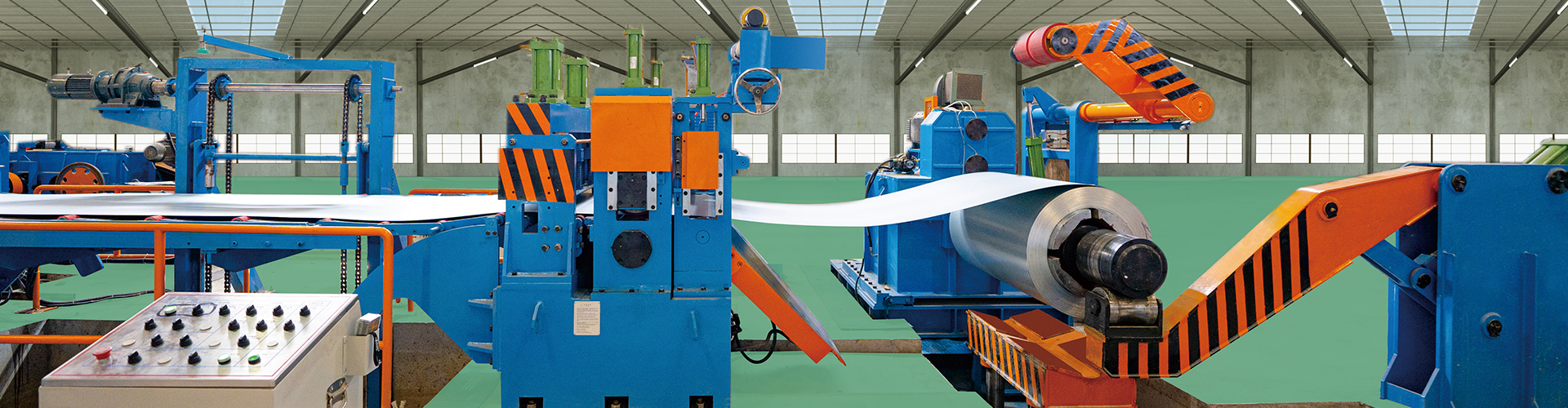
事實上,作為鋼材加工配送中心,利用的分條機設備加工出來的帶材不僅能夠滿足用戶對質量的要求,同時也會給企業自身帶來可觀的經濟效益。 接下來我們就結合以往多年的生產經驗來和大家分析一下關于影響設備加工質量的諸多因素。
首先要簡單了解一下分條機設備剪斷加工方面的基礎知識。大家應當知道,其實綜合剪斷加工的過程來分析的話,可以根據材料被加工過程的變化,主要將其劃分為4個階段,同時被加工材的斷面主要是由4個部分構成。
其次來了解一下關于薄鋼帶分條機設備刀具裝配形式。事實上,刀具的正確裝配是有效發揮刀片性能的重要因素。縱剪分條圓盤刀具組合有多種方式,在實際生產中可以根據實際需要進行選擇。選擇適合的刀具不僅可以使得剪切在平衡、穩定的狀態下進行。而且可以使鋼帶左右兩邊剪斷方向一致,可避免剪切后薄鋼帶扭曲。
較后還要注意關于分條機設備刀片間隙的設定。結合生產經驗來分析,其實刀片的間隙和被剪切材料的厚度,強度有著非常密切的關系。其實在進行剪切的過程中,分條機設備的刀具并不是完全的將被剪材料剪斷,而是部分被剪斷,另外一部分是被拉斷,這樣可以保持較好的剪切質量。


薄膜分條機傳感器的作用介紹
1、壓力傳感器薄膜分條機壓屏機設備中,包括各種氣缸和真空發生器,均對空氣壓力有一定的要求,低于設備要求的壓力時,機器就不能正常運轉,壓力傳感器始終監視著壓力變化,一旦異常,即及時報警,提醒操作者及時處理。
2、位置傳感器壓屏機印制板的傳輸定位,包括PCB的計數,貼合頭和工作臺運動的實時檢測,輔助機構的運動等,都對位置有嚴格要求,這些位置需要通過各種形式的位置傳感器來實現。
3、激光傳感器薄膜分條機激光已廣泛地應用在壓屏機中,它能幫助判斷器件引腳的共面性。當被測器件運行到激光傳感器的監測位置時,激光發出的光束照射到IC引腳并反射到激光讀取器上,若反射回來的光束長度同發射光束相同,則器件共面性合格,當不相同時,則由于引腳上翹,使反射光光束變長,激光傳感器從而識別出該器件引腳有缺陷。
4、負壓傳感器薄膜分條機壓屏機的吸嘴靠負壓吸取元器件,它由負壓發生器(射流真空發生器)和真空傳感器組成。負壓不夠,將吸不住元器件,供料器沒有元器件或元件卡在料包中不能被吸起時,吸嘴將吸不到元器件,這些情況出現會影響機器正常工作。而負壓傳感器始終監視負壓變化,出現吸不到或吸不住元器件的情況時,它能及時報警,提醒操作者更換供料器或檢查吸嘴負壓系統是否堵塞。

掃一掃手機網站



 在線客服
在線客服 13702918602
13702918602 540688421@qq.com
540688421@qq.com