

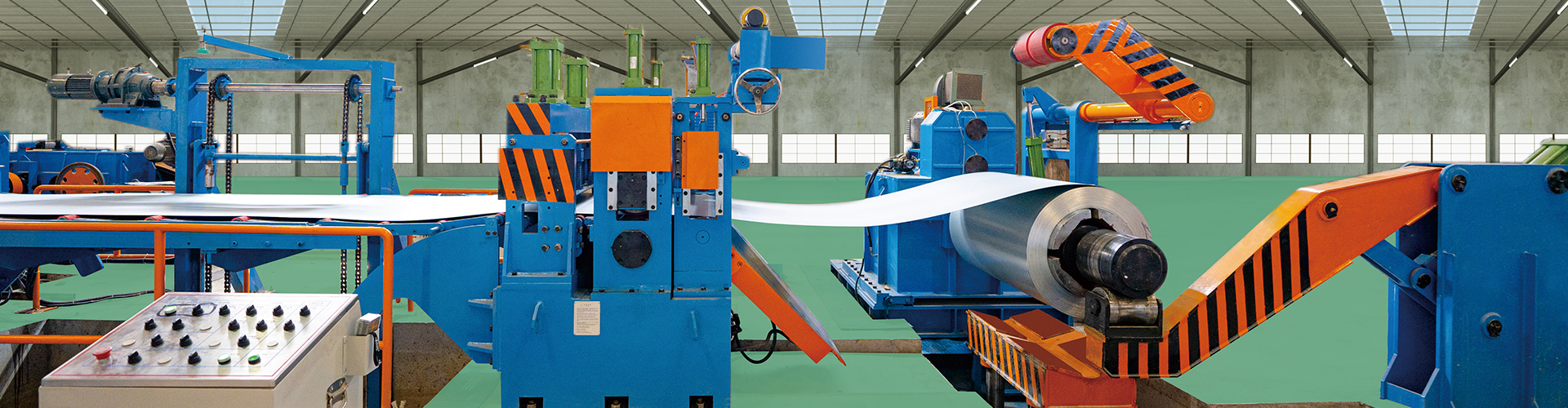




分體機組其實是屬于一款將寬幅的帶鋼材料按照規格要求分切成窄條的機、電、液、一體化設備,用于將帶鋼剪切成所需的寬度規格。分條機組電氣系統,主要是控制本機組的各個電動機,液壓系統和氣路系統。整個電氣系統以PLC可編程控制器為核心,配以直觀的人機界面和,的S120變頻調速系統及其它交流傳動控制和各種檢測傳感器。
首先我們簡單了解一下目前分條機組的主要應用情況。在利用該設備進行縱向剪切的過程中,其具有明顯的優勢,包括操作方便,切割質量高、材料利用率高、切割速度無級調速等優勢,該設備其實主要是由開卷(放卷)、引料定位、分條縱剪、卷取(收卷)等組成。
結合實際的生產情況來分析,分條機組的主要生產工藝流程可以概括為:備卷→上卷→開卷→鏟頭、直頭→夾送、矯平→對中(雙排立輥)→剪切頭尾(橫切)→對中(雙排立輥)→縱剪(圓盤剪)→活套→鋼帶分離及張力控制 →廢邊卷取→卷取→卸卷→收集。
那么,在分條機組中,電氣系統主要起到了什么樣的作用呢?事實上,電氣系統使用于操作和控制整個縱剪機組的各單機設備,屬非標設計電氣控制系統。控制范圍很廣,比如上卷小車及卸卷小車等。電控系統由 PLC 自動控制系統、交流調速控制系統、數字顯示系統組成。系統設計和元件選用符合IS9001和CCC標準。
除此之外,在分條機組運行過程中,工作人員可以通過調整其電氣系統中所設有的速度參量自動均衡調節、手動連續可調功能進行調節。同時在分條機組中,其電氣系統同時設有板速自動檢測及自動顯示系統。系統配備的交流變頻裝置設置有輸入電抗器,以降低對電源網側的污染。
8.直壓式張力阻尼結構采用彈性佳、磨阻系數高的羊毛氈為面料,確保設備生產時的運行順暢;此外,另配有壓力平衡裝置,使受壓面雙側壓力均衡。
9.分隔壓料機構采用液壓可調試背壓組合,以穩定壓力,隨卷徑增大而自動上升,并始終有效壓住鋼卷。
10.成品收卷的自我張力設計,能提高成品收卷的緊密度。














刀分條機產品的主要優點有:結構布局合理,操作方便,自動化程度高,生產,工作精度高,適應范圍廣。目前可以利用刀分條機來加工各種冷軋、熱軋卷板、硅鋼板、不銹鋼板、彩板、鋁板以及電鍍后或涂裝后的各類金屬材料。
關于刀分條機設備液壓系統維護要求主要參考如下內容:
1、油箱密封好,防塵,或安裝帶有空氣過濾器的呼吸孔;
2、分條機設備液壓系統中必須裝有過濾裝置及時清除污染顆粒,較好采用帶指示信號的濾器,油箱底部較好安裝磁性捕集器;
3、全自動分條機在保證正常工作條件下油泵壓力要調至較低工作壓力,以減少能量消耗,防止油溫過高。
在實際應用中,由于要利用分條機設備對整卷或者是整張原材料進行固定長度分切加工,例如塑料包裝材料、包裝紙箱、鋼板、膠片、皮革、木片等進行分切加工,都要用到定長分切控制。定長分切控制分為靜態和動態分切兩種。
對于刀分條機而言,在實際工作中,定長分切較重要的性能指標是分切精度,成品長度一致性好。分切長度可連續設定,如果實際分切長度有誤差,容易通過設定參數的方式進行校準。




分條機廠家從優點方面和制作方面來分析分條機。
從優點方面分析:分條機有獨特的整體機型設計,結構簡潔,先進合理,堅固耐用,并適合用于1. 8m~4m幅寬的分切機;收卷采用獨一臂無軸中心收卷方式,并配置獨一接觸輥,適用大卷徑、高速度分切,較大速度達到600m/min,且運行平穩,安全可靠;硬件配置精良,采用世界新技術的新產品,驅動與控制采用先進的數控技術,觸摸屏操作,以實現、高可靠性的要求先進的張力控制方式和功能,使張力控制精度高、可調范圍廣,并實現對每一個收卷電機及接觸輥進行獨一控制,保證成品質量;采用獨特設計,保證機器操作簡便快捷,對原材料的適應性好,適合分切BOPP、BOPET、BOPS、BOPA、CPP、PE、PVC及復合膜、金屬化膜等。
從制作方面分析:采用多軸多刀設計,可以多個尺寸同時進行裁切。卷膜夾緊定位采用氣脹軸,受力平衡均勻,不變形。張力控制(選配)采用磁粉制動器加張力控制儀準確控制。
分條機能夠提高了機器工作性能,使機器在高速運轉中更趨穩定,操作方便,安全可靠,耐用性強,減輕了勞動強度。我國為了更好的發展,非常重視這樣一塊。因為分條機將直接影響產品的質量之一。
掃一掃手機網站



 在線客服
在線客服 13702918602
13702918602 540688421@qq.com
540688421@qq.com