





在利用分條機對一些薄板材料進行剪切的過程中,由于很多因素的影響,因而可能會導致產品加工出現一些異常的問題。接下來,我們就針對這些問題來為大家進行簡單的介紹,希望能夠幫助大家更好的使用分條機設備,提高產品質量。
在實際生產中,由于某些因素影響,可能會導致分條機設備所剪切的鋼卷形狀出現一些異常,比如塌卷。比如在剪切分條后,鋼卷自卷筒取出時鋼卷崩塌呈橢圓形,之所以會出現這樣的情況,其主要原因是由于卷取時張力不足所引起,或者是由于鋼帶表面有防銹油,層與層之間無法形成足夠的磨擦力。
另外一種異常的情況就是鋼卷邊緣度不理想。事實上,在分條機設備運行中,出現這種情況的原因包括很多方面:首先,可能是由于張力不良而產生收料不齊開始卷取時張力較弱,而卷取終了前張力較強時較易發生。提高開始卷取時的張力,并降低終了時的張力可防止此一現象的發生。
第二個原因可能是由于在卷曲過程中,由于張力大小不一,因而導致收卷不齊。鋼帶頭端切斷時,直角度不良或鉗口咬入鋼帶頭部時直角度不佳,因而產生張力不均勻。在卷取卷筒上,鋼卷卷一圈后,先確認分條帶是否緊密貼于卷筒表面,然后再開始操作。第三個原因則可能是由于分條機設備活套坑內鋼帶左右晃動產生收料不齊。
除此之外,對于這種情況,還可能是由于分條機設備剪切時出現了較多的毛刺,因而導致收料不齊。對窄鋼帶由于剪切毛刺較大或兩邊毛刺不一致而產生。將雙面毛刺向上的鋼帶在活套坑內翻面,使毛刺向下,可有效防止這種情況。


















分條機設備的剪切效果如何,往往會直接受到所用刀片本身質量的影響。從生產者角度來分析,薄板縱剪用圓盤刀片往往會追求韌性與耐磨性及減少換刀次數,更為了保證切口斷面質量,一般選用硬度較高的鉬系合金刀片。而這種刀片在裁剪一定數量的鋼帶后,刀口因磨耗逐漸變鈍。
不僅如此,由于長期處于分切的工作狀態,因而這種刀片的刀口鋼質會產生一層疲勞層,硬度大幅上升,進而使得分條機設備的分切質量不太理想。為了避免因刀口變得非常脆弱,從而容易發生開裂現象,那么就必須要及時進行研磨消除其疲勞層,增加刀口鋒利。
對于使用者來說,選擇的刀片不僅能夠明顯的提升分條機設備的工作效率,而且長期算下來還能夠節省不少的成本。因此每組刀片的使用要建立檔案。包括刀片的原始檢測數據、每次研磨前的外徑、每次研磨量等都要有記錄,便于發現問題。那么,在進行磨削的時候,需要注意哪些問題呢?首先在磨削時所用的機床一定要是的外圓磨床。
其次在進行研磨的時候,一定要注意合理控制刀片的重疊尺寸,并且要注意一次磨削刀片數量不可過多,以免影響機床剛性。此外,分條機刀片的刀鋒,經過某種程度的磨耗后再作研磨時,疲勞層的深度因切斷鋼板厚度不同,通常為切斷厚度的10%左右。對薄板而言,刀片研磨時外圓以直徑減小0.3~0.4mm為宜。
除此之外,還需要注意的是,在將分條機設備的刀片進行研磨之后,需要把外徑相同的同一組刀放在專用柜中存放。各組刀片不能混放,而且刀片單面有缺陷和雙面有缺陷的應該在存放柜中標明,以便于下次裝刀時能夠方便的選擇使用。


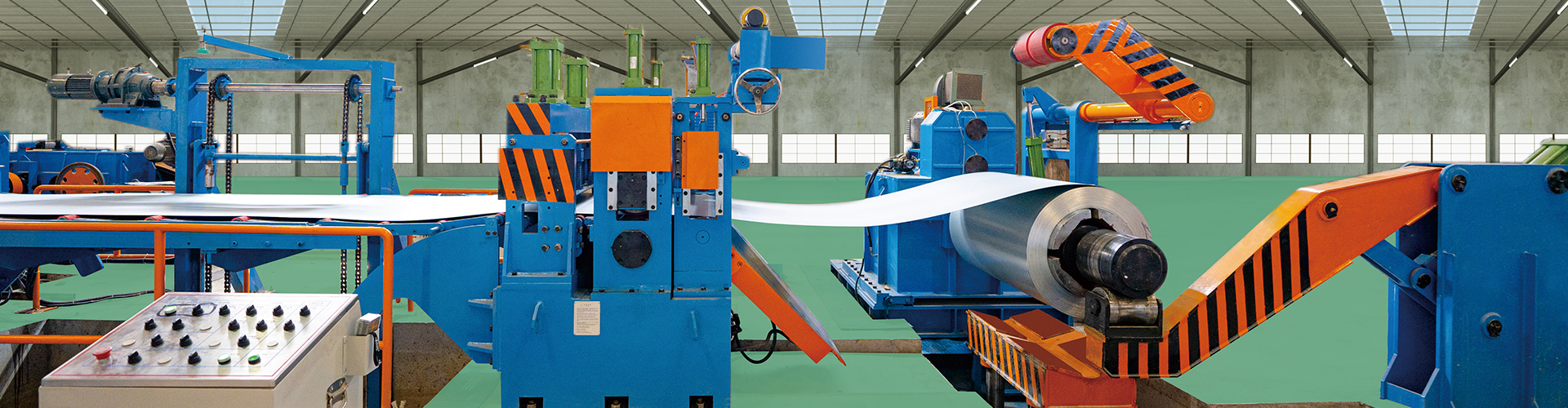
佛山市泓眾機械設備有限公司是一家以臺灣先進技術為設計基礎,集研發、設計、生產、銷售、安裝為一體的專業制造金屬縱剪分條機、整平橫剪機、高速飛剪機組的機械設備制造商。
膠帶分條機被廣泛用于造紙機械和印刷及包裝機械行業,膠帶生產廠家幾乎每天都要使用這種設備,但是膠帶分條機的安裝時也是需要注意幾點。膠帶分條機生產的全套技術經過不斷的改進、更新, 已經成熟。

掃一掃手機網站



 在線客服
在線客服 13702918602
13702918602 540688421@qq.com
540688421@qq.com