<sub id="08quq"></sub>


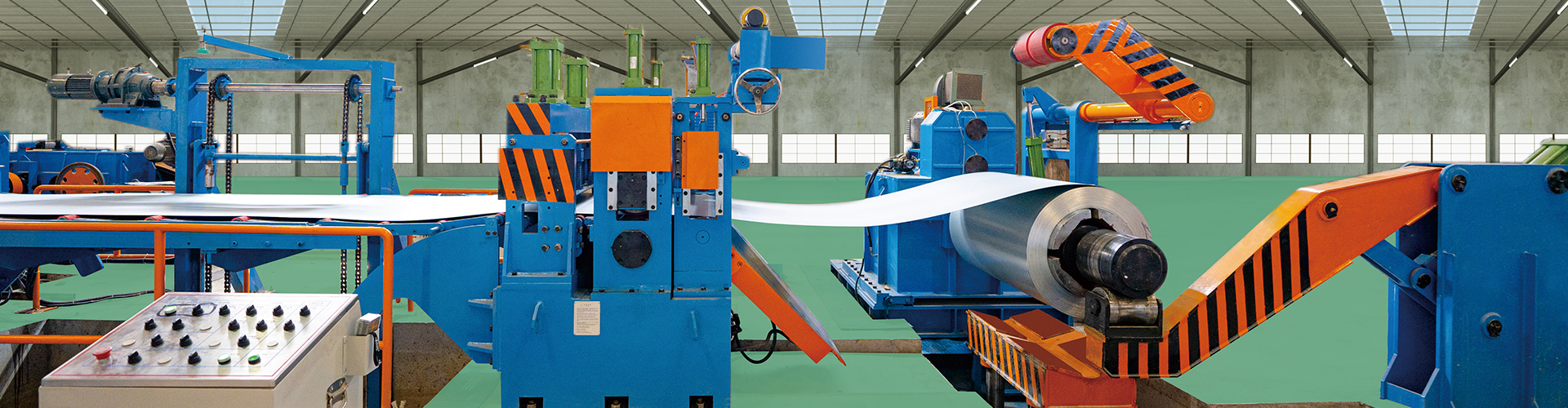










開平厚度不一樣配置不一樣以ECL-25×2300數控開卷校平剪切生產線為例
板卷存放→上卷小車→開卷→引頭→精校→過渡→對中 →切邊→過渡→導向→粗矯→測量→尾板夾送→定尺停剪→輸送輥道→拋料機→落料裝置是集機、電、液一體化的產品。整個生產線可實現全自動化運行,2-3人操作。
如果原材弧度和整平前相反,說明整平壓力過大,四個整平調節手柄向下旋轉過多,需要適當向上旋起,如果弧度只是變大,說明整平壓力過小,四個整平調節手柄要繼續向下旋轉,如此反復調整,直到原材料達整平度要求, 數控矯平機在工業上已應用,具有矯平精度高、工藝自動化程度高、高強度下工作可靠穩定等等特點,在軋輥整平過程中,金屬板材經過一系列的交替折彎,通過電機和PLC控制對每根整平滾筒的下壓量的控制,如果要整平1.2mm以上材料,那這樣的話會對整平機的滾筒造成傷害,如果本機是材料寬度大是100mm型的,就不適合整平機材料厚度是1.2mm寬度是100mm的材料,
數控矯平機在工業上已應用,具有矯平精度高、工藝自動化程度高、高強度下工作可靠穩定等等特點,在軋輥整平過程中,金屬板材經過一系列的交替折彎,通過電機和PLC控制對每根整平滾筒的下壓量的控制,如果要整平1.2mm以上材料,那這樣的話會對整平機的滾筒造成傷害,如果本機是材料寬度大是100mm型的,就不適合整平機材料厚度是1.2mm寬度是100mm的材料,
掃一掃手機網站



 在線客服
在線客服 13702918602
13702918602 540688421@qq.com
540688421@qq.com