
服務(wù)熱線
13702918602
<sub id="08quq"></sub>


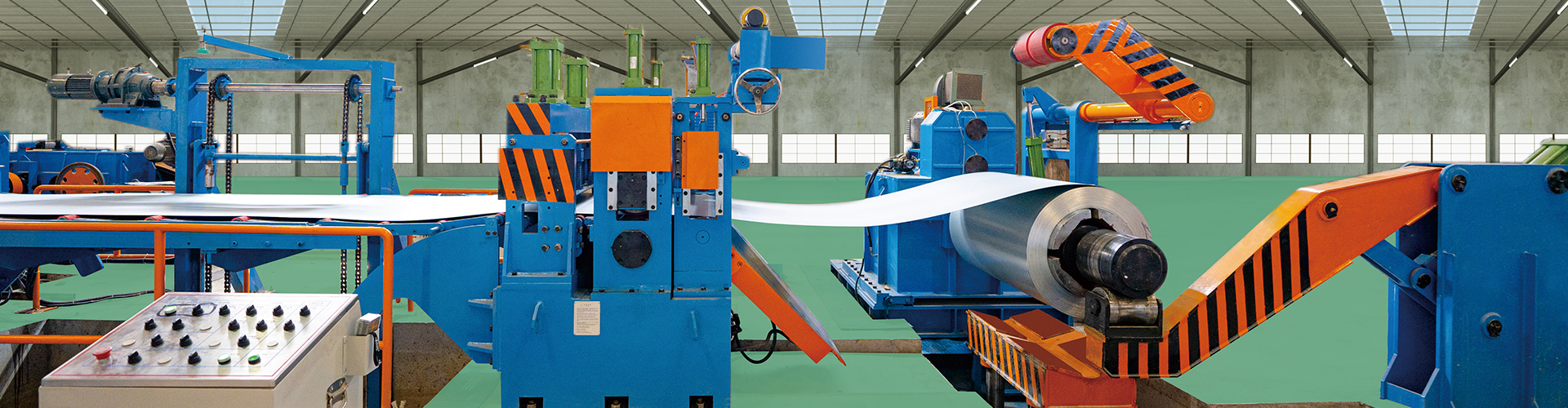




飛剪機(jī)首要件制作工藝技能要求
1.箱體選用Q235A鋼板焊接組件,飛剪機(jī)按YB/T036.11-92技能要求用接連焊及破口焊焊接箱體,焊縫高7-30mm。箱體焊后進(jìn)行熱處理消除內(nèi)應(yīng)力后進(jìn)行加工,
一切零件裝置前有必要查看,清洗,飛剪機(jī)滿意圖紙要求才可裝置。裝置后進(jìn)行空載試車1小時(shí),軸承溫度不超越60,齒輪工作面接觸面高度方向大與50%長度方向大于70%,齒輪確保齒側(cè)隙0.105。





 對于采用半閉環(huán)伺服系統(tǒng)的數(shù)控剪板機(jī)廠家,反向偏差的存在就會(huì)影響到機(jī)床的定位精度和重復(fù)定位精度,從而影響產(chǎn)品的加工精度。廠家的反向偏差還會(huì)隨因磨損造成運(yùn)動(dòng)副間隙的逐漸增大而增加,因此需要定期對數(shù)控剪板機(jī)廠家的各坐標(biāo)軸的反向偏差進(jìn)行測定和補(bǔ)償。一般飛剪機(jī)數(shù)控系統(tǒng)只有單一的反向間隙補(bǔ)償值可供使用,為了兼顧高、低速的運(yùn)動(dòng)精度,除了要在機(jī)械上做得更好以外,
對于采用半閉環(huán)伺服系統(tǒng)的數(shù)控剪板機(jī)廠家,反向偏差的存在就會(huì)影響到機(jī)床的定位精度和重復(fù)定位精度,從而影響產(chǎn)品的加工精度。廠家的反向偏差還會(huì)隨因磨損造成運(yùn)動(dòng)副間隙的逐漸增大而增加,因此需要定期對數(shù)控剪板機(jī)廠家的各坐標(biāo)軸的反向偏差進(jìn)行測定和補(bǔ)償。一般飛剪機(jī)數(shù)控系統(tǒng)只有單一的反向間隙補(bǔ)償值可供使用,為了兼顧高、低速的運(yùn)動(dòng)精度,除了要在機(jī)械上做得更好以外,
掃一掃手機(jī)網(wǎng)站


 在線客服
在線客服 13702918602
13702918602 540688421@qq.com
540688421@qq.com