<sub id="08quq"></sub>












宜大批量加工的數控機床夾具
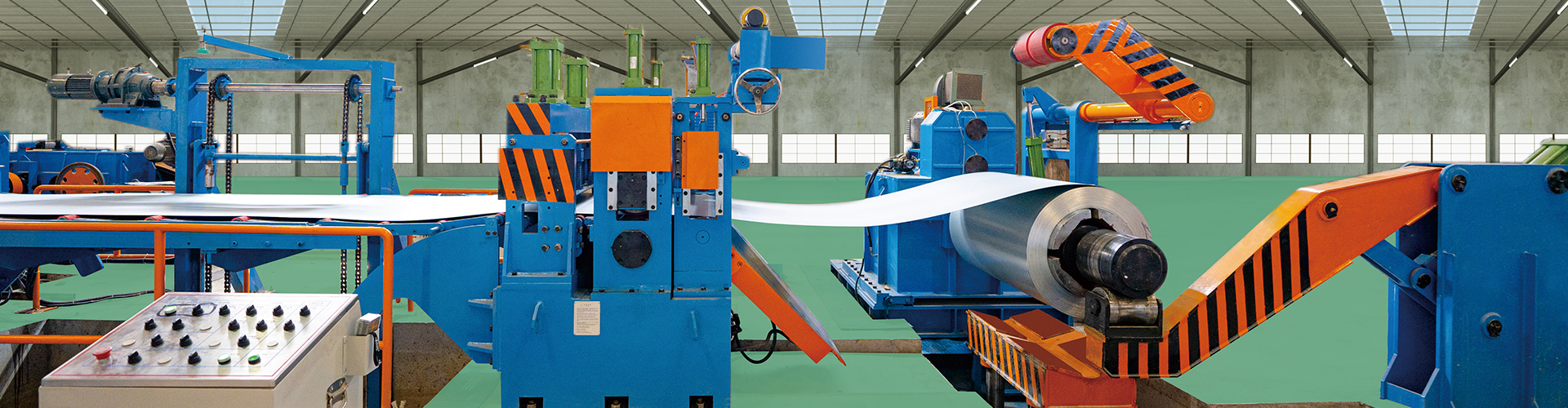
大批量加工周期=加工等待時間+工件加工時間+生產準備時間“加工等待時間”主要包括工件裝夾和更換刀具的時間。傳統的手動機床夾具“工件裝夾時間”可達到大批量加工周期的10~30%,這樣“工件裝夾”就成為了影響生產效率的關鍵性因素,也是機床夾具“挖潛”的重點對象。縱剪飛剪機設備縱剪飛剪機設備縱剪飛剪機設備縱剪飛剪機設備
 飛剪機在機器前面按鈕盒的按鈕面板上有兩個按鈕操作,分別為向前、后粗調按鈕,按住其中的按鈕時后擋料做快速的向前、向后移動飛剪機還有安裝于刀架上的后擋料,會隨著刀架作擺式運動。擋料距離的調節由電機驅動,當機床的某個軸被指令改變運動方向時,數控裝置會自動讀取該軸的反向間隙值,對坐標位移指令值進行補償、修正,使廠家的數控剪板機準確地定位在指令位置上,
飛剪機在機器前面按鈕盒的按鈕面板上有兩個按鈕操作,分別為向前、后粗調按鈕,按住其中的按鈕時后擋料做快速的向前、向后移動飛剪機還有安裝于刀架上的后擋料,會隨著刀架作擺式運動。擋料距離的調節由電機驅動,當機床的某個軸被指令改變運動方向時,數控裝置會自動讀取該軸的反向間隙值,對坐標位移指令值進行補償、修正,使廠家的數控剪板機準確地定位在指令位置上,
掃一掃手機網站



 在線客服
在線客服 13702918602
13702918602 540688421@qq.com
540688421@qq.com