
服務(wù)熱線
13702918602
<sub id="08quq"></sub>












按故障產(chǎn)生的原因分類
1、數(shù)控機床自身故障。這類故障的發(fā)生是由于數(shù)控機床自身的原因所引起的,
2、數(shù)控機床外部故障。這類故障是由于外部原因所造成的,如;
飛剪機供電電壓過低、過高,波動過大。
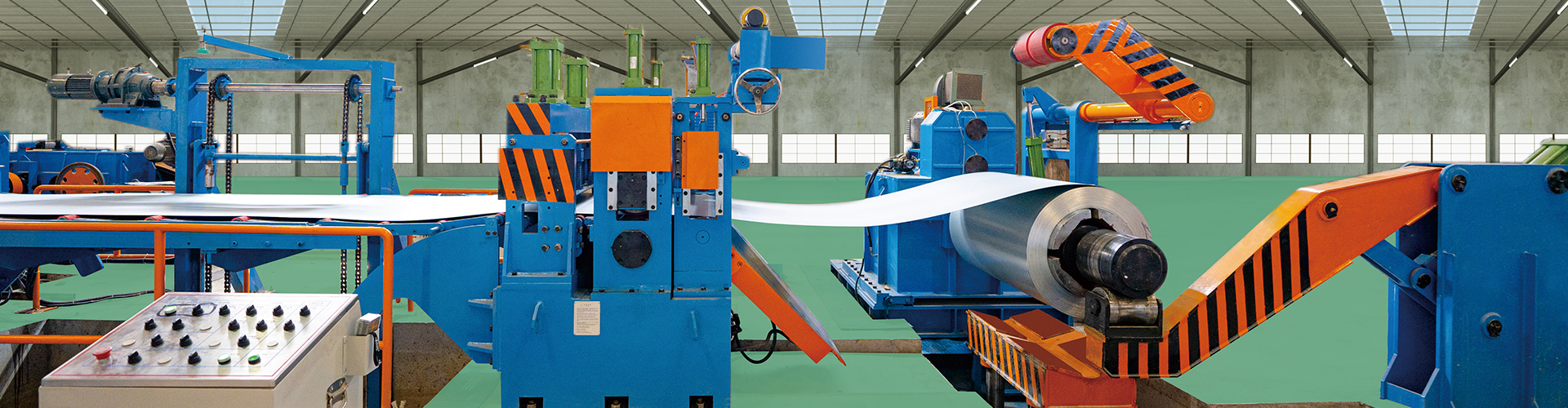
電源相序不正確或三相輸入電壓不平衡。飛剪機可配備控制系統(tǒng),以允許操作者調(diào)整切割參數(shù)和監(jiān)控工作過程。這些參數(shù)可以包括切割速度、切割力、切割寬度和切割長度等。
 飛剪機在機器前面按鈕盒的按鈕面板上有兩個按鈕操作,分別為向前、后粗調(diào)按鈕,按住其中的按鈕時后擋料做快速的向前、向后移動。在按鈕盒上有一個調(diào)節(jié)手輪,對行程進行微調(diào)定位,從而影響產(chǎn)品的加工精度。廠家的反向偏差還會隨因磨損造成運動副間隙的逐漸增大而增加,因此需要定期對數(shù)控剪板機廠家的各坐標(biāo)軸的反向偏差進行測定和補償。
飛剪機在機器前面按鈕盒的按鈕面板上有兩個按鈕操作,分別為向前、后粗調(diào)按鈕,按住其中的按鈕時后擋料做快速的向前、向后移動。在按鈕盒上有一個調(diào)節(jié)手輪,對行程進行微調(diào)定位,從而影響產(chǎn)品的加工精度。廠家的反向偏差還會隨因磨損造成運動副間隙的逐漸增大而增加,因此需要定期對數(shù)控剪板機廠家的各坐標(biāo)軸的反向偏差進行測定和補償。
掃一掃手機網(wǎng)站


 在線客服
在線客服 13702918602
13702918602 540688421@qq.com
540688421@qq.com